
You’ve got options is today’s reality when it comes to selecting an engine block for your next performance build. If you are building an LS-based engine, you literally have every possible option including OEM and aftermarket cast-iron blocks, OEM and aftermarket cast-aluminum blocks and aftermarket billet aluminum blocks. If you are building an import engine, you will generally have either an OEM cast-iron or OEM cast-aluminum option along with an aftermarket billet aluminum option. The range in price alone may leave you with only one option if you are on a tight budget, but let’s just say you won the lottery. You may simply assume that the most expensive option is the best option. Unfortunately, it’s not that simple. Even if you can afford a beautiful brand-new billet-aluminum engine block, it may not be the best choice for your application. Understanding the pros and cons of all the available options is the only way to select the best block for your build.
Better With Age: Used Cast-Iron Blocks
If your vehicle came with a cast-iron block from the factory, chances are that you’ll end up spending the least on the cylinder block portion of your build. Typically, OEM cast-iron blocks have higher power handling capabilities than OEM cast-aluminum blocks. Whether it is an aftermarket or OEM cast-iron block, all cast-iron blocks get better with age. The more times a cast-iron block has been heat cycled, driven or even exposed to the elements, the better the material properties will be. Cast-iron blocks actually get harder over time. The increase in hardness is proportional to an increase in compressive strength. The more miles or hours on a used cast-iron block, the better, as the material also becomes less likely to crack as the heat cycling process acts as a stress reliever. In finding a used cast-iron block for an engine build you need to look out for excessive rust and cracks. Cracks can form on the deck surface or in the cylinders. Cracks in the cylinders are a “no-go” while cracks on the deck surface may be OK depending on the application. Ideally, zero cracks anywhere on the block with zero rust is the goal of the treasure hunt.

Roll up Your Sleeves: Used Cast-Aluminum Blocks
Used cast-aluminum blocks don’t show rust but can show signs of oxidation. If there is corrosion on the deck surface or in the coolant passages pass until you can find a cleaner candidate. One problem with purchasing used cast-aluminum blocks is that the aluminum can lose its temper if it is subjected to elevated heat for extended periods. In these cases, the aluminum can become softer over time. On a severely overheated cast-aluminum block, the block may become so soft that aftermarket sleeves will sink in the block over time.
In cases where a cast-aluminum block has lived a normal and event free life, mild-to-moderate performance builds may be able to use a +0.25mm or 0.50mm oversized piston with a regiment of machine shop processes to bring it back to life. For more serious power builds, a high-performance wet- or dry-sleeve upgrade will be required. In general, wet sleeve upgrades work best on engines that were originally open deck. Systems like the M.I.D. wet sleeves from Darton can establish an integrated deck surface with the sleeve to improve cylinder stability and head gasket retention. Dry sleeves (we always prefer some type of flanged sleeve for aluminum blocks) seem to work best on closed deck engines. There is also an “amphibious” style sleeve that lives in the coolant jacket near the top of the sleeve while the bottom of the sleeve has no coolant jacket exposure as it has an interference fit to the block.

New Cast-iron OEM and Aftermarket
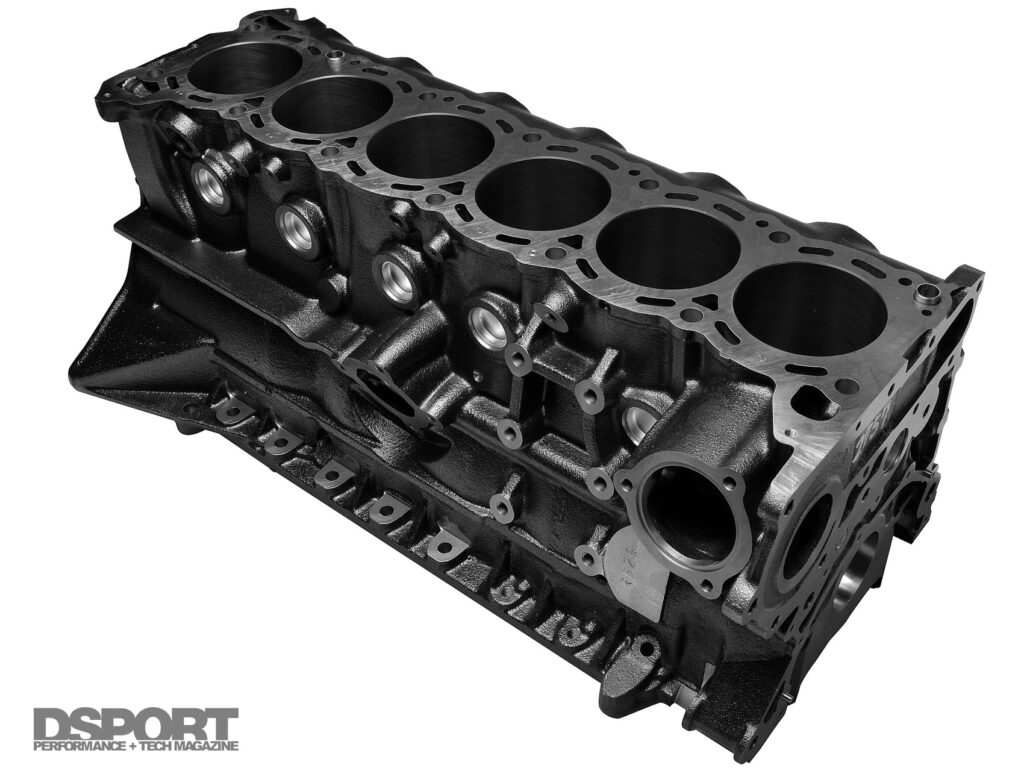
The biggest advantage of a new cast-iron block is that there will be zero corrosion and no one has molested it yet. If you are lucky enough to be building an engine that is popular, you may have some OEM and aftermarket options for new high-performance cast-iron blocks. There are multiple options for LS engines while the Nissan RB26 was one of the only Japanese engines where the manufacturer offered upgraded engine blocks. In that case, a Nismo N1 “24U” block casting is available that featured a thicker deck surface along with an ultra-rare “RRR” block. The “RRR” block has a thicker deck surface along with more material around the cylinder bore. However, the “RRR” block is already delivered as an 87mm bore which is +1mm over the other blocks. Even though the cylinder walls are thicker, it’s about the same as an N1 Nismo 24U block at 86mm.

For 2JZ builders, DART recently released its high-performance cast-iron engine block (stay tuned for a DSPORT build soon). This aftermarket block offers thicker deck surfaces, thicker cylinder walls, improved material and an improved main cap design (a weakness of the 2JZ where aftermarket steel main caps are required above 800hp on an OEM 2JZ block). In the future, we expect to see more offerings of Japanese cast-iron engine blocks from DART and some other companies.
In the case of choosing between a used, high-mileage 4G63 EVO9 engine block or a brand-new 4G63 EVO9 block, the used, high-mileage block is preferred if it hasn’t been overheated or subjected to any previous machine work operations.
New Cast-aluminum OEM and Aftermarket
As far as we know, the Honda B-series was about the only Japanese aftermarket cast-aluminum block available (from DART) while the LS engine has aftermarket cast-aluminum engine block offerings from a number of companies. So if you are building an engine platform that has no aftermarket cast-aluminum engine block offerings, is it better to go with used or new? With an aluminum block, going new is preferred as the material will usually be at its peak hardness and strength. This is especially true if the block isn’t going to be sleeved. If sleeves are going to be installed in the block, a good used block is just as good of a candidate as a new block in most cases.
Best Buying Billet?
Billet aluminum blocks have begun to increase in popularity. Billet aluminum engine blocks can be divided into two main categories: dry and wet. Dry billet blocks have no coolant passages in the block. Instead, a dry billet block is simply a holder for the cast-iron or ductile-iron cylinder sleeves that are fitted to the block. Dry billet blocks will usually feature main housings made out of billet aluminum or hybrid main housings that place steel caps on the aluminum block. In this arrangement the top of the main bore is aluminum while the bottom of the main bore is steel. Since dry blocks have no coolant passages, the applications are limited to drag racing with Methanol as the fuel.

Let’s Get Wet
Wet billet blocks are the first billet blocks that offer the possibility of being used in other racing applications or even on the street. Compared to a “dry” billet engine block, they are 10x more complex. With a dry billet block, it’s only critical to position the mains and the cylinders in the exact locations. With a wet billet block, the coolant cavities that can simply be cast into a cast-iron or cast-aluminum engine block, must be somehow machined into the interior of the block. This is what requires the ultimate design challenge to come up with a solution that provides adequate cooling while also providing proper sealing of the cooling system.
Billet Better by Design
Since billet blocks (especially wet billet blocks) require a blank-sheet design, there are endless opportunities to improve multiple aspects of the original engine design. Engine deck heights may be increased to allow better rod ratios or longer stroke cranks. Cylinder skirts may be lengthened to provide additional piston stability. Main caps may feature increased strength fasteners or additional fasteners (4- or 6-bolt main caps instead of only 2-bolt). The maximum allowable bore size may even be increased in some applications. Usually, the only factors that will remain the same are cylinder-to-cylinder bore spacing, the head bolt locations (although this can be changed when manufacturers offer specific head solutions for the new pattern), the bellhousing pattern and the front accessory bolt patterns. If I were to make a billet RB wet block from scratch, I already have a few pages of design improvements I would love to implement. Because there is so much latitude in the design, there is always the possibility of finding those that think some of these “improvements” are actually drawbacks.
Assuming that you can afford and find an aftermarket billet block, you will probably notice that the majority are made out of a 6061-T6 or 6063-T6 aluminum alloy. This is the most popular high-strength aluminum used in engine blocks. While not all engineering books will agree on the “weldability” of 6061/6063-alloys, we’ve seen it done successfully. This means that if you are unlucky enough to have a failed connecting rod put a window in the side of your block, there is the possibility of repair by welding and machining. The drawbacks to 6061/6063-alloys is that they may require thread inserts for certain bolts under high tension. Other alloys, like 7075, are harder and do not require thread inserts. However, the tradeoff is that these alloys are not weldable.
Billet Block Blues
It looks awesome, it has all the features that you want, but there is a tradeoff if you are coming from a cast-iron block and moving into a billet-aluminum block. First, the thermal expansion of 6061 billet-aluminum is 2.25x of cast-iron. That means if your main journal opens up 0.0015” on your cast-iron block between room temperature and 195 degrees Fahrenheit. The same dimension will open 0.004” if both the block and cap side of the main bore housing are billet aluminum. As a result, the load-carrying capacity of the oil is reduced while oil pressure also drops. Since many OEM oil pumps can’t keep up with the significant increase in oil supply demand, a number of engine builders won’t put together a billet engine with aluminum block and aluminum caps (usually part of a girdle) without using an extra-high-volume dry sump setup. However, there are OEM engines that overcome this challenge by running ultra-tight clearances (like the Subaru EJ). However, many of these engines are also known for being tough on main bearings (Subaru EJ).
The best solution for the above scenario is to have an ultra-straight crank in an ultra-straight CNC-vertically line bored block. When there is a higher degree of precision, the need for clearance is not as great. However, the balance of the rotating assembly is also critical with small clearances. Running these tight clearances on a race-only engine can be accommodated by running warm/hot coolant and oil through the engine before it ever starts. For a street engine, you don’t have the luxury of pre-heating coolant and engine oil so ensuring that there is limited load on the engine during warm up is a must.
Billet engine designs that use steel main caps will have only half the bearing clearance issues as a full-aluminum block/cap setup. This is why you will see OEMs, like Nissan, casting in place steel main caps in the aluminum girdle of its cast-aluminum VR engines. While the aftermarket offers billet aluminum “upgrades” for these engines, several engine builders would argue that is a step backwards rather than forwards.
When a solution is implemented for the additional growth in the main bearing, there is still the issue of timing belt tension on a billet aluminum block. Certain engine designs, like the Nissan RB26, use a fixed tensioner that doesn’t accommodate for the increased block growth of the billet aluminum block compared to a cast-iron block. If the timing belt is setup with the regular amount of tension that would be used on a cast-iron RB26, the additional growth of the block could cause an increase in belt tension that is so high it could snap a camshaft. The simple solution would be to set the tension only after the engine reaches operating temps. However, this may lead to insufficient tension on the cold engine. In these situations, a different belt tensioner solution may be in order.

The Bottom Line
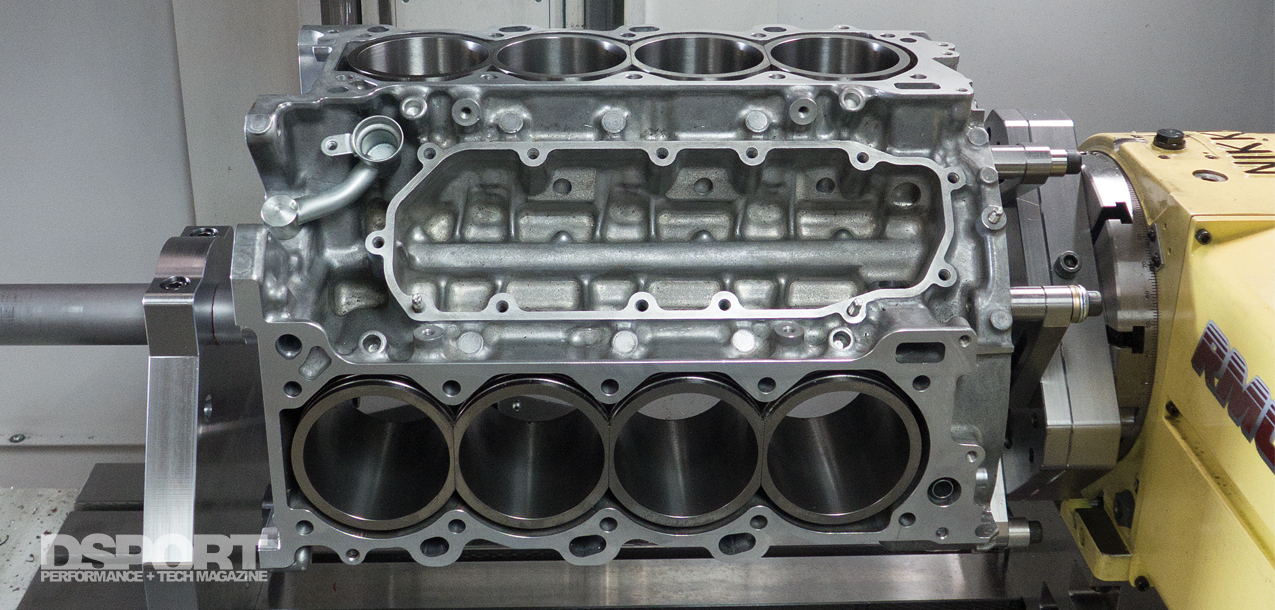
If drag racing on methanol is the plan, a dry billet block is a solid choice. While billet is always going to win the beauty contest, it may not be the right choice for a long-term relationship. The right machine work and the right sleeves on a cast-aluminum block can turn a VR38 block into a 1,800whp capable platform. Properly machined and built Nissan N1(24U) cast-iron blocks have produced 1,500whp without issue and we plan to find the limits as we go beyond those numbers. Stay tuned.