

It’s been said that “You have to start from the bottom, if you want to get to the top.” The same can be said about building a top-performing engine. One needs to start building up the bottom end if they wish to realize top-level performance. Whereas turbochargers, superchargers, camshafts and ported cylinder heads hog the spotlight with big power numbers, the bottom end of the engine is actually responsible for delivering all the power reliably. While rarely given due credit, technological advances in piston, connecting rod, crankshaft and sleeve technology are the main reason why today’s engines deliver more power and reliability than ever before.
By Michael Ferrara, Photos by Staff & Manufacturers
DSPORT Issue #151

Forged Piston: Six Chances for More Power
A high-performance aftermarket piston can increase performance in six different ways. First, the forged performance piston can be made in a variety of bore sizes to increase the displacement of the engine. How much power? The percentage increase in displacement from a bigger bore piston will deliver an equal percentage increase in torque and horsepower. Second, aftermarket performance pistons can be ordered in a higher compression ratio than the factory piston. The higher compression ratio improves the thermal efficiency of the engine. This allows the engine to produce more power while reducing exhaust gas temperatures.

For most applications, an increase of a full-point in compression ratio generally results in a four percent increase in horsepower and torque. Third, aftermarket forged pistons, when combined with a quality set of piston rings, will generally deliver an improved ring seal. This improved ring seal means that the pressure stays in the cylinder instead of escaping to the crankcase. As a result, the engine once again delivers more power and runs more efficiently. Fourth, a well-designed aftermarket performance piston will free up some additional horsepower by reducing the friction in the cylinder. Many times, the forged pistons will use thinner ring sets and have a skirt profile which dramatically reduces cylinder-to-piston contact. Some manufacturers take the technology even further and apply a dry-film lubricant to the piston skirts to further minimize friction. Fifth, the stronger alloy used in forged pistons can handle more boost pressure on forced-induction engines. Increased boost pressure when combined with the right amount of fuel and ignition timing, will lead to more power. Finally, since the material and manufacturing process used to make a forged piston are superior to cast pistons, weight can often times be removed from the piston. A piston can also be designed to use a shorter piston pin to further reduce the overall weight. A lighter weight piston allows the engine to run more comfortably at higher engine speeds (RPM) while also making it more responsive.

Proper clearances such as piston-to-wall, piston-to-deck, piston-to-head and piston ring end gaps are essential for peak performance and reliability. Cylinder honing should always be done with a torque plate (a.k.a. honing plate).
Forged Piston: Six Chances for Increased Reliability
In addition to providing six opportunities to improve power output, an aftermarket forged performance piston can also deliver six ways to improve strength and reliability. First, forged pistons have superior physical characteristics compared to the aluminum alloy used in cast pistons. This means you are starting with a superior material. Second, an aftermarket performance forged piston can reposition the ring grooves to lower the ring package away from the heat or increase the size of a ring land that is susceptible to damage from detonation. Third, through Finite Element Analysis and computer modeling, a piston manufacturer can redesign a piston’s structure to provide the highest ratio of strength to weight. Fourth, along these same lines a performance piston manufacturer can increase the thickness of the material in critical areas like the crown and pin boss areas of the piston. Another byproduct of the decreased piston mass is stress reduction and increase reliability. Fifth, a piston manufacturer can apply a thermal barrier on the crown of the piston to limit heat transfer through the piston. Finally, the piston designer can employ larger diameter or thicker wall piston pins to carry the high stress and strain of increased horsepower demands.
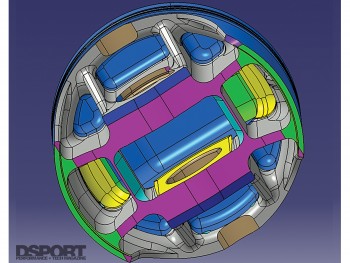

The piston’s pin boss is subject to the highest stress and strain in the piston.
Hot Rods
 The connecting rod forms the critical link between the piston and the crankshaft. All of the power generated in the cylinder is only of use if it can be transferred to the crankshaft. Factory connecting rods are designed to handle the stresses imposed at stock horsepower and rpm levels. Generating additional horsepower and revving to higher than factory engine speeds will create more stress and strain that the factory engineers ever intended for the factory connecting rods. Some engines have stout factory connecting rods and as a result moderate to significant power gains can be realized without harming the engine. On other engines, some factory connecting rods are barely able to handle the stock horsepower and rpm levels. Honda’s D-series engines are well-known to have rods that make windows in the block when anything beyond marginal power gains are made on the engine
The connecting rod forms the critical link between the piston and the crankshaft. All of the power generated in the cylinder is only of use if it can be transferred to the crankshaft. Factory connecting rods are designed to handle the stresses imposed at stock horsepower and rpm levels. Generating additional horsepower and revving to higher than factory engine speeds will create more stress and strain that the factory engineers ever intended for the factory connecting rods. Some engines have stout factory connecting rods and as a result moderate to significant power gains can be realized without harming the engine. On other engines, some factory connecting rods are barely able to handle the stock horsepower and rpm levels. Honda’s D-series engines are well-known to have rods that make windows in the block when anything beyond marginal power gains are made on the engine
Nearly all high-performance connecting rods are manufactured from high-strength 4340 alloy steel. Most high-performance steel connecting rods are manufactured from a forging. Despite the simple appearance of a connecting rod, its forging will actually go through nearly twice the number of operations as a performance piston. This is one reason that high-quality connecting rods carry a hefty price tag.

Here is an example of an H-beam rod (top) and an I-beam rod (bottom). Both designs can get the job done if designed properly.
If you’ve gone shopping for rods, you may have come across H-beam, I-beam, X-beam or A-beam designs. The reality is that any of these designs can work well if designed properly. Connecting rod weight will vary based on the manufacturer, beam style and the use for which the rod was designed. For the same family of engine, a manufacturer may offer a lightweight and a standard weight connecting rod. The lightweight rod will generally be intended for lower horsepower applications while the standard or heavy-duty rod will be for higher horsepower applications. The quality of the rod bolts is critical in determining the quality of the connecting rod assembly. Low-performance bolts will limit the power handling capabilities of the best designed connecting rod. Paying extra for the best bolts available for a particular set of rods is always good insurance.
 The rod bolts are the most likely mode of failure for an connecting rod. Don’t go cheap and ALWAYS tighten your rod bolts to the proper preload stretch. A torque wrench is not the only tool needed to set the rod bolt preload.
The rod bolts are the most likely mode of failure for an connecting rod. Don’t go cheap and ALWAYS tighten your rod bolts to the proper preload stretch. A torque wrench is not the only tool needed to set the rod bolt preload.

Getting CRANKY!
 “There’s no replacement for displacement.” While the phrase has been proven to be totally inaccurate (nitrous oxide injection, higher engine speeds and forced induction systems have proven to be ideal replacements for displacements), there is a reason why the belief surfaced. Increasing an engine’s displacement with a longer stroke crankshaft will increase torque output and in most cases horsepower too. On turbocharged applications, a benefit is also realized in boost response. Even a small eight percent increase in displacement may allow the turbocharger to reach peak boost 500 RPM earlier.
“There’s no replacement for displacement.” While the phrase has been proven to be totally inaccurate (nitrous oxide injection, higher engine speeds and forced induction systems have proven to be ideal replacements for displacements), there is a reason why the belief surfaced. Increasing an engine’s displacement with a longer stroke crankshaft will increase torque output and in most cases horsepower too. On turbocharged applications, a benefit is also realized in boost response. Even a small eight percent increase in displacement may allow the turbocharger to reach peak boost 500 RPM earlier.
So how do you add displacement to an engine? There are two ways: boring and stroking. By “boring” the engine, you can bore and hone the cylinders to a larger diameter and fit them with oversized pistons and rings. By “stroking” the engine, you can purchase or put together a stroker kit that consists of a longer-stroke crankshaft, proper-length rods and custom pistons. For maximum displacement increases, boring can be combined with stroking.
Where the stroke is increased, some other action needs to be taken to position the piston correctly in the bore. If no action was taken and a stroker crankshaft was used that increased the stroke by 4mm, the piston would be sticking out of the cylinder by 2mm (half the stroke increase). So how does the piston get relocated? If the same piston is going to be used, the distance must be removed from the connecting rod. Thus, custom connecting rods that are 2mm shorter would be needed in this example if a +4mm stroker crankshaft was being used. When a custom piston is being built for a stroker engine, there may be an opportunity to move the piston pin higher than it’s original location (this is also known as reducing the piston’s compression height). In the case of the HKS 2.8-liter stroker kit for the RB26, HKS repositions the piston pin 2mm higher in the piston. This allows the use of stock-length connecting rods.
So what are the drawbacks of stroking an engine? First, it can be expensive as the procedure will require replacement or the crankshaft along with replacement of the pistons and/or connecting rods. Second, increasing an engine’s stroke decreases the engine’s maximum rpm. When Honda updated the S2000 powerplant from a F20C to a F22C (with a 6mm longer stroke), the redline dropped from 9,000 RPM to 8,000 RPM. The reduction in maximum RPM potential results because of the additional stroke increases piston speed in the cylinder.
Calculating the results
The following formulas provide a quick an easy way to determine displacement if you know the bore and stroke.
Simplified Displacement Calculators
4-cyl (cc) = .0031414 x stroke (mm) x bore (mm) x bore (mm)
6-cyl (cc) = .0047123 x stroke (mm) x bore (mm) x bore (mm)
8-cyl (cc) = .0062831 stroke (mm) x bore (mm) x bore (mm)
Wearing Sleeves
Some engines were never engineered or manufactured to produce the horsepower we desire. Such is the case of the Honda B-series. Meant to be a naturally-aspirated, high-efficiency, high RPM model of finesse, the performance community desired it to be a 1,000+whp, boosted demon. Unable to produce these numbers with the factory cylinder liners, aftermarket sleeves have proven to be the solution. Made from high-strength cast iron, these thick-walled liners have multiplied the power handling capabilities of many engines, while also offering the opportunity for increased bore sizes in many applications. When a block is properly machined for aftermarket sleeves, it can do the seemingly impossible in terms of power handling.

Certain sleeve designs require complex machining of the deck. A CNC mill is a must for proper installation of these sleeves.
The Bottom Line
As we learned last month, quality aftermarket engine bearings are a must for any high performance engine build. It can’t go without mention that proper machine work is critical to maximizing power output and reliability from any “built” bottom end. Having a precision in-house machine shop at DSPORT and building numerous 1,000+horsepower engines for the track and the street has increased our staff’s knowledge tenfold. We look forward to sharing more of the secrets we uncover month after month.

Piston Terminology
When you are ready to purchase a set of performance pistons you are bound to come across some unfamiliar terminology. The following should help give you a better understanding of this genre. Ultimately, the true expertise will lie with the manufacturer of the pistons that you choose. Being able to communicate your requirements in an intelligent manner will allow you to get the right set of pistons for your needs the first time.
Dome Height
The static compression of a piston is directly affected by the dome height. The larger the dome, the higher the engine compression. On low-compression pistons, the piston dish directly affects the compression ratio. The larger the dish, the lower the compression of the engine.
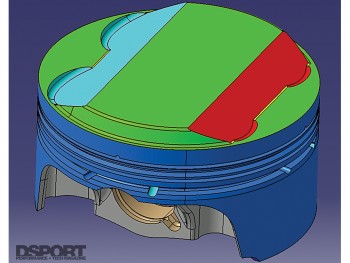
Valve Pockets or Valve Reliefs
To get the proper clearance for the valves, valve pockets are machined into the crown of the piston. When longer duration and higher lift camshafts are being utilized, valve pockets should be cut for proper piston-to-valve clearance.
Piston Weight
Whenever the weight of the piston can be reduced, the stress on the connecting rods and bearings can also be reduced. Reducing weight also decreases reciprocating mass, so the engine can free rev easier.
Pin Material, Weight, Design & Diameter
The function of the piston pin is to make the connection between the piston and the rod. The pin is a highly-stressed component. In some cases, superior materials may be available. These materials provide good insurance at a small cost. Larger-diameter pins will support higher power levels given the same wall thickness, while thicker-wall pins may also be available for an application.
Offset Pins
On some applications, offset pin locations can be utilized to reduce piston noise. Offset pins do two things. First it helps reduce piston slap. With the pin mounted off center the transition from major to minor thrust is less sudden. Second, instead of a sudden lateral shift from one side of the cylinder wall to the other, the piston actually rolls from major to minor thrust. The piston shifts first at the skirt and then gradually the rest of the piston makes contact, instead of the entire piston at once. The byproduct is less noise coming from the piston.
Piston Skirt Coatings
A number of aftermarket companies provide coating services for pistons. Additionally, a few manufacturers offer pistons that already come with coated skirts. The skirt coatings are designed to reduce the friction between the skirt and the cylinder.
Piston Crown Coatings
Piston crown coatings are sometimes offered by some piston manufacturers. Ceramic-metallic coatings on the piston crown can provide an additional thermal barrier.
Internal Milling
The design of the forging will be the primary determiner of the piston’s overall weight. However, internal milling can remove unnecessary material from the pistons structure. Internal milling can also be used as a stress relief method when used to smooth out casting imperfections.
Gas Porting
Vertical and horizontal gas ports are sometimes employed to aid in ring sealing. In general, vertical gas ports are used for competition engines where horizontal gas ports are used in both street and competition applications.