
An engine’s main and rod bearings rarely get the spotlight. They aren’t shiny like pistons or massive like a crankshaft or connecting rods. They are simply a bunch of half- circle shells of metal that get little respect and little attention in most engine builds. In reality, the purpose served by these bearings is critical to the longevity of your engine. The right engine bearings in the right block at the right clearances will deliver maximum performance and service life in the engine.
Text by Michael Ferrara
DSPORT Issue #105
The Right Bearings
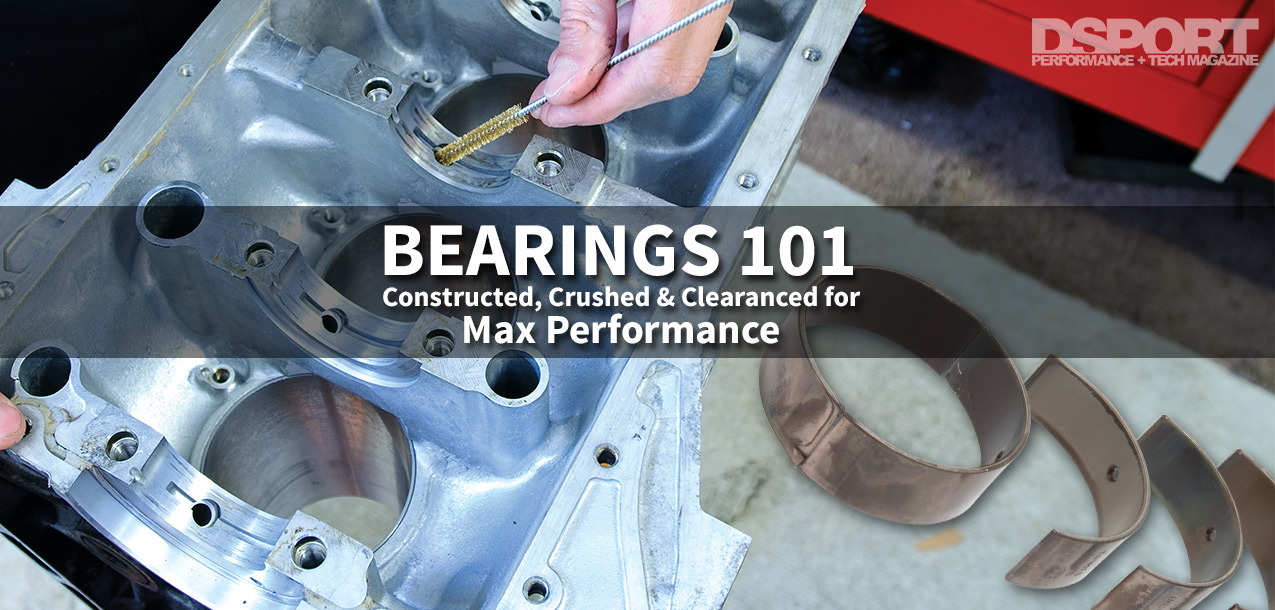
Main and rod bearings feature similar constructions. These engine bearings are generally produced by either a casting process or by being sintered from powdered metal. The consensus among engine builders is that cast bearings are superior since the bearing layer (first layer) is completely continuous. The majority of high-performance bearings will use a steel back, a cast layer of a lead-bronze/copper-lead alloy (excellent for heat transfer), a nickel layer (barrier layer) and finally a softer lead-tin-copper overlay (slide layer). T he barrier layer and slide layers are plated to the bearing layer in the multi-stage operation. In some cases, a special bearing-surface coating or WPC metal treatment is also applied to the bearing. The coatings improve the scuff-resistance of the bearings (during cold-starts with minimal oil pressure). The WPC metal treatment peens the surface of the bearing on a microscopic level while embedding it with solid lubricants such as Tin (Sn) and Molybdenum Disulfide (MoS2). This process is said to reduce friction and improve the ability for the bearings to hold oil.
he barrier layer and slide layers are plated to the bearing layer in the multi-stage operation. In some cases, a special bearing-surface coating or WPC metal treatment is also applied to the bearing. The coatings improve the scuff-resistance of the bearings (during cold-starts with minimal oil pressure). The WPC metal treatment peens the surface of the bearing on a microscopic level while embedding it with solid lubricants such as Tin (Sn) and Molybdenum Disulfide (MoS2). This process is said to reduce friction and improve the ability for the bearings to hold oil.
The primary function of the bearings is to support the rotating assembly with the proper amount of load capacity. The makeup of the materials used in the bearing along with the thickness of each layer will influence its performance. In the end, a well-designed bearing will remain concentric, in place and in-tact for the life of the engine. As a secondary function, the bearings will also accommodate the embedding of abrasion particles (resulting from normal engine wear) into its surface. Essentially, the bearings also serve as the final resting place for these particulates, reducing the wear that would have otherwise occurred on all of the contact surfaces in the engine.

The Right Crush
Every self-proclaimed expert on a forum will tell you the magic number for the bearing clearances that they recommend (there are probably 100 different recommendations from “experts” on Honda-tech alone). Before these oil clearances are considered, the main bore of the block, the big ends of the rods and the bearings themselves must all be checked to provide the proper crush on the bearing. The “locking tabs” on these bearings don’t actually lock the bearing in place, they simply locate the bearing in the right place. To actually hold the bearing in place, the main cap or rod cap creates a force on the bearing shells when torqued into place. If crush is excessive, a thick-spot can occur in the bearing where clearances will be minimized. If crush is too loose, the surface of the bearing can become polished or a victim of metal transfer. When set up with the proper amount of crush, there will essentially be a radial force pushing the bearings outward against the bearing saddles. The bearings will then form a slightly eccentric (not perfectly round) bore which allows the rotating of the crank or rod pin to generate a plane of oil in the oil clearance area. In some forms of racing, the engine builders will go through multiple sets of bearings to get the identical amount of crush on each bearing. Remember that performing a line-boring/line-honing operation on the mains of the block or big ends of the rod can change bearing crush.
