
When Magnus Ohlaker (head machinist and engine assembler at Club DSPORT’s Engine Development Facility) was asked “what is your favorite aftermarket engine?”, we never expected Magnus to say the Subaru EJ257. Later, we learned it was because Magnus had assembled over 400 of these engines while working at Cosworth Engineering. At Subaru, the EJ257 engine remains one of the most popular platforms for motorsports use. While its direct-injection descendants (FA-series) may eventually become even more popular, the EJ257 will continue to be a favorite of enthusiasts for many years to come.
By Michael Ferrara
DSPORT Issue #173

Case (Block) History
All of the EJ257 short-block and long-block assemblies sold through Cosworth Engineering were built from brand new engine cases. Hence, Magnus had the opportunity to see over 500 examples of what the Subaru factory produced. Over 95-percent of the new blocks supplied passed the QC check at Cosworth Engineering to eventually become a Cosworth Engineering shortblock or longblock. In contrast to Cosworth Engineering’s acceptance of the factory tolerances, every EJ257 built at Club DSPORT undergoes multiple machining operations to improve the geometry of the block (new or used) for improved performance and durability.

The Boxer Challenge
Production boxer or “flat” engines are prone to additional alignment errors compared to a typical inline engine design. This isn’t an issue unique to Subaru engines as flat-six-cylinder Porsche engines are often more “off”. In a production environment, boxer engines are simply harder to manufacture at the same level of precision as an inline. On an inline engine, it’s relatively simply to bore every cylinder in line with each other. On a boxer engine, the two cylinders on one bank are easy to bore in line with each other (it’s just like an inline two cylinder). With the opposing bank, it’s also easy to bore the two cylinders in the pair to be in line with each other. However, matching the left bank to right bank pairs so that both are in perfect alignment exactly 180 degrees opposed to each other is more of a challenge than just putting four cylinders in line. Let’s not forget that these cylinders should also be centered on the centerline of the crankshaft too (except for engines that are designed to have offset cylinders).
Out of Alignment
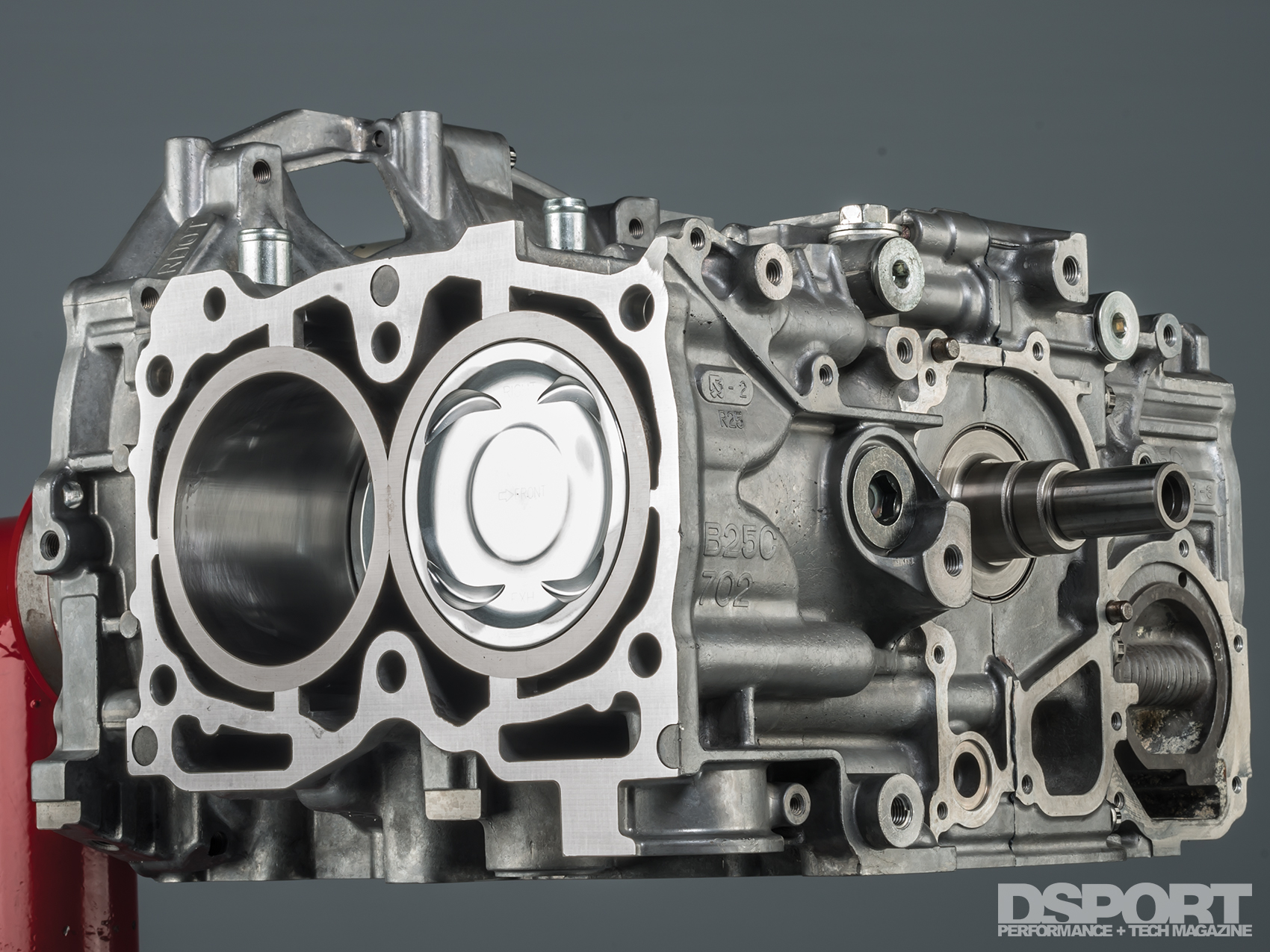
With the EJ257 engine cases, the alignment of the main journals that support the crankshaft are never perfectly aligned. Typically, the alignment is off by about 0.002” with respect to the center of the engine looking down from a top view of its installed position. This misalignment may even be as high as 0.006” on some blocks. As a result, pistons may differ in deck height position by as much as 0.010” (typically in the 0.005”-to-0.007” range). This creates a difference in compression ratio in different cylinders. It is also likely that the main line for the crankshaft is also misaligned in the perpendicular plane. Hence, the crank may be higher in the block near the front of the engine and lower near the back (or vice versa). The deck surface also tends to be out of alignment with the main journal housing’s centerline.
In addition to alignment challenges, the design of the main bearing housings of the EJ257 results in some inherent issues. The number two and number four main journals are thinner than the rest. When an EJ257 engine is abused (overheating, detonation, extreme power levels), it is not uncommon to see the number two and number four bearing housings become oversized up to 0.003”. While many tuners often discard blocks with this injury, it is possible to remove this flaw through a line boring operation.
Lining it Up
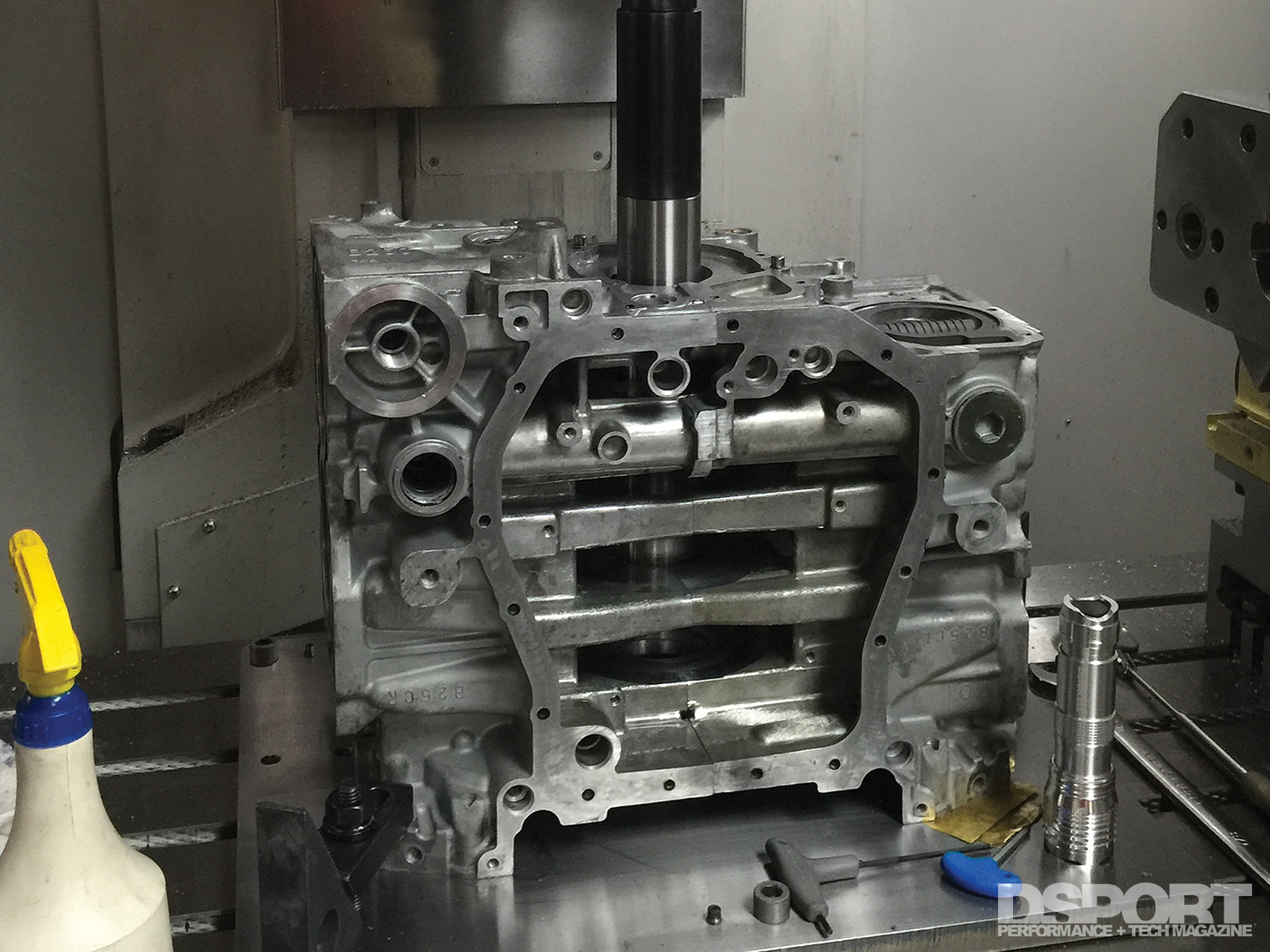
Fortunately, there is a way to correct nearly all of the alignment issues with the EJ257 engine. This process starts by setting each case half in a fixture where measurements are taken to determine how much material will need to be removed from the mating surface in order to allow for a precision main line boring operation in a CNC mill. In most cases only 0.002” will be removed from each case half to establish a flat surface. Once both mating surfaces on the case halves are machined, they are bolted back together with the case bolts torqued to the final spec (factory specs when factory case bolt used, different specs when non-OEM case bolts used). The assembled case or “block” is then ready for a vertical CNC line boring operation.
Setup for the line boring operation requires dial indicating the top and bottom main bearing housings. Club DSPORT uses a special fixture that allows the block to be tilted into the correct position. Once the block is ready for machining, a precision boring operation is done in the CNC mill. This precision line boring operation now establishes the exact centerline for the remaining machining operations.
Crossing the Line
With the CNC vertical line boring operation complete, the engine is then placed in the four-axis engine machine center for CNC boring and CNC decking operations. During these processes, the cylinders are bored exactly centered and perpendicular to the crank centerline. Hence, the bore spacing can be exactly set to the factory blueprinted specification. While still in the engine machine center, the deck height for both banks of the block are equalized.

Closing Decks and Sleeving
Back in the Cosworth Engineering days of EJ257 development, none of the blocks were ever machined for sleeves or closed deck inserts. Hence, this has been a new area of exploration and development for Club DSPORT. Fortunately, both Darton Sleeves and L.A. Sleeve have proven to be excellent information and product resources for Club DSPORT. We have already used Darton sleeves on multiple B-series, D-series, K-series and F-series builds with excellent results while we have used L.A. Sleeve products with great success in multiple Nissan and Mitsubishi applications. Currently, we are in the process of machining and assembling a stroker EJ257 build that features Darton Sleeves.
According to John Catapang at Darton, “for the EJ257, Darton offers one style of sleeve in two different materials. The materials are our standard 8536SAE grade ductile iron or our special DDI-2007 grade which we use on our Top Fuel sleeves. This sleeve is a combination wet/dry sleeve design. We believe that this sleeve doesn’t require, nor do we recommend, closing the deck upon installation of these sleeves.”
 Cylinder sleeves offer a high-strength repair solution for damaged or worn blocks, or they can be used to simply fortify the engine further.
Cylinder sleeves offer a high-strength repair solution for damaged or worn blocks, or they can be used to simply fortify the engine further.
Speaking with Dave Metchkoff at L.A. Sleeve regarding the Subaru EJ257, “We have built and offered a few different sleeve designs for the EJ257. Today, we narrowed it down to an amphibian (both wet and dry) sleeve made from moly 2000 centrifugal spun ductile alloy for 98-percent of the EJ257 builds. This sleeve has no cooling issues on the street, yet it can meet the ultra-high horsepower demands of dragstrip use. L.A. Sleeve can make custom sleeves to meet any engine builder’s needs that may not be addressed by the standard high-performance lineup.”
Considering that there are quality aftermarket sleeves that not only use materials that are many times stronger than the factory liner but also much thicker, properly sleeving an EJ257 block with the right sleeves can be the solution for applications that exceed the power handling capabilities of the factory liners and cylinders. Any time power levels go beyond the 500whp mark, the chances of exceeding the capabilities of the factory liners and cylinders increase.
Sleeves Buyers Guide

PISTONS
The OEM pistons are the weakest link in the EJ257. Fortunately, there are over 100 shelf stock high-performance aftermarket offerings. If you are building a factory stroke engine, the field narrows to 65 options. If you are building a “stroker” engine, there are 38 offerings. The type of piston alloy selected, bore size and desired compression ratio will further condense your options. Best of all, nearly all high-performance pistons are made in the USA, so you don’t have to worry about the quality issues that plague some of the made in China hard parts.
All of the available EJ257 pistons are made from either 4032 or 2618 alloys. Both 4032 and 2618 alloys are superior materials compared to the OEM piston material in terms of strength and toughness. The 4032 alloy is about 12-percent silicon (2618 alloy has 0.2-percent or less for comparison). The higher percentage of silicon reduces the thermal expansion rate while increasing the hardness of the material. Since the 4032 alloy expands less than 2618, tighter piston-to-wall clearances are specified for 4032-alloy pistons. The tighter piston-to-wall clearances reduce piston noise and wear on the piston and cylinders. Being harder than 2618, pistons made from 4032 alloy can also endure more heat cycles and usage before the ring grooves and piston skirts begin to distort. Due to its properties, the 4032 alloy is great for street performance applications up to the 500 horsepower level.

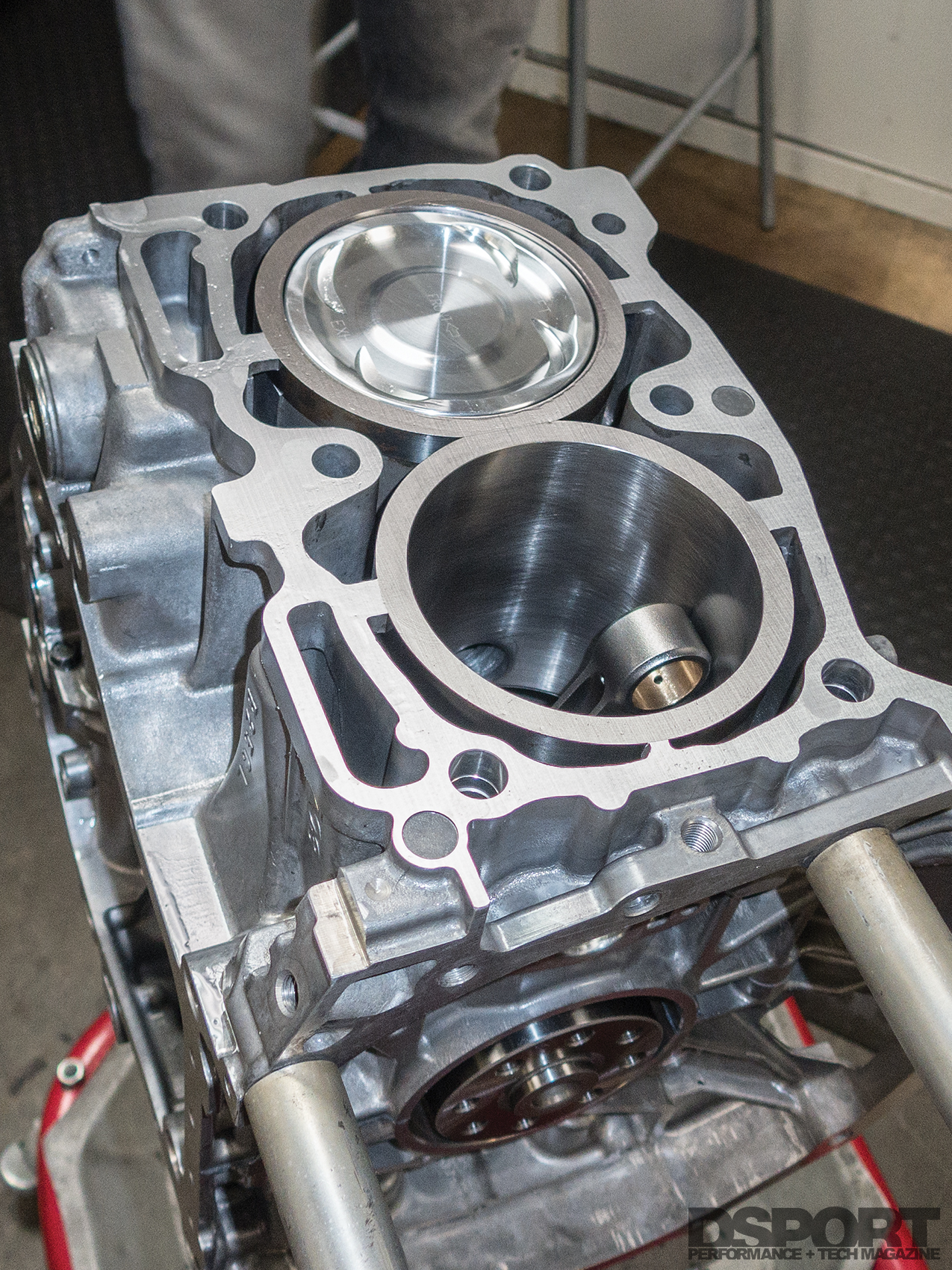
For extreme-duty applications, manufacturers select the 2618 alloy. While softer than the 4032 alloy, 2618 alloy is tougher. Being tougher, the 2618 alloy has a greater resistance to cracking from the shock loads of detonation. Due to advances in piston engineering and piston manufacturing, the difference in required piston-to-wall clearances for 2618 alloy have significantly decreased over the past 25 years. In the 1990s, piston-to-wall clearance for 2618 alloy piston used to be between 0.0055”-to-0.0065”. Today, piston-to-wall clearance for some 2618 alloy pistons is in the 0.0030”-to-0.0035” range, which is only about 0.001” looser than a 4032 alloy piston clearance. When these pistons are installed in properly honed cylinder, they can be extremely quiet. However based on our experience, few machine shops have the ability or will take the time to make the cylinders round (to less than 0.001”). Honing the cylinders in a EJ257 without a honing plate (a.k.a. torque plate or dummy head) will also result in cylinders that severely distort once the cylinder heads are torqued in place. As a result, many 2618 alloy pistons get a bad reputation for being noisy while the true blame should fall on the machine shop that fails to properly prepare the cylinders.
As for selecting a bore size, it’s always best to simply select the smallest oversize piston that will allow the used bores to be bored and honed to a proper finish and dimension. With the EJ257, nearly any block that you’d want to use should clean up at 99.75mm. The 100.00mm oversized pistons should be reserved for when a build 99.75mm bore EJ257 block is serviced.

When deciding on the compression ratio for the pistons, it’s important to understand the benefits and drawbacks of increasing the compression ratio. Increasing the compression ratio will increase the thermal efficiency of an engine. That means that more power will be able to be extracted from each drop of fuel combusted. Higher compression ratios will also reduce the amount of heat produced in the cooling system. Hence the benefits of increasing the compression ratio result in improved fuel economy and a cooler running engine. On the downside, increasing compression ratio will increase an engine’s propensity to knock (all other factors being equal) and decreased exhaust energy may slightly affect turbo response. If pump gas is going to be used, maintaining a compression ratio between the original 8.4:1 and a 9.0:1 compression ratio would be ideal. If E85 or high-octane race fuel is going to be run, a compression ratio between 9.0:1 and 10:1 would likely be best since these fuels have a much lower propensity to knock.
In selecting or comparing different piston offerings, it’s worth a look to also compare the piston ring packages supplied with the pistons. The best engineered piston in the world isn’t going to perform well if the rings are substandard quality. For high-output applications, be sure that moly rings are avoided. Instead, nitrided or PVD treated steel piston rings should be used. These rings have treatments or coatings that will not flake off. These coatings help to improve break-in and ring seal, too. As for piston coatings, friction reducing skirt coatings are becoming more and more common on shelf stock pistons. These coatings can help to increase both piston and cylinder life.
Piston Buyers Guide

RODS
Nearly all high-performance, aftermarket connecting rods claim to be made of 4340 alloy steel (or a close cousin of this alloy). The SAE/AISI 4340 alloy is a nickel-chromium-molybdenum alloy steel with high toughness and high-strength (when properly heat treated). Like any steel, the physical properties of the material will vary greatly depending upon the state of heat treatment. The 4340 alloy also has excellent fatigue resistance, making it an ideal material for connecting rods.
In reality, the performance of the material used in many rods is subject to question since many of the connecting rods on the market are manufactured overseas. Critics of these made in China rods claim that the actual alloys used would not meet the American Iron and Steel Institute (AISI) specifications for 4340 alloy. The same critics also claim that the quality control of the heat treatment of the alloy by overseas rod suppliers often results in rods that are in a state of heat treatment that may be too weak for high-power applications. Some of the American-based companies that sell the “Chinese” rods perform the final machining and quality control checks here in the USA. Hence, it’s possible to get a good quality rod that came from overseas if the American-based company does appropriate quality control. However, anytime production is spread across two continents, the possibility for a bad batch of product to make it to the consumer increases.

If you are planning on big power or plenty of abuse and you don’t like taking chances, a quality USA manufactured rod may be your best bet. Of course, rods made in the USA do carry a premium price tag (but this is generally still less than the cost to repair the damage that can result from a rod failure).
As for the debate between I-, H- and X-beam designs, all three configurations are just one element of the design. It’s possible to make a quality rod in any of the three configurations. The weight of the rod is also part of the design. Rods designed for higher horsepower applications will be heavier due to thicker cross sectional areas. If the rod manufacturer specifies a power limit for the rod, be sure to adhere to it.
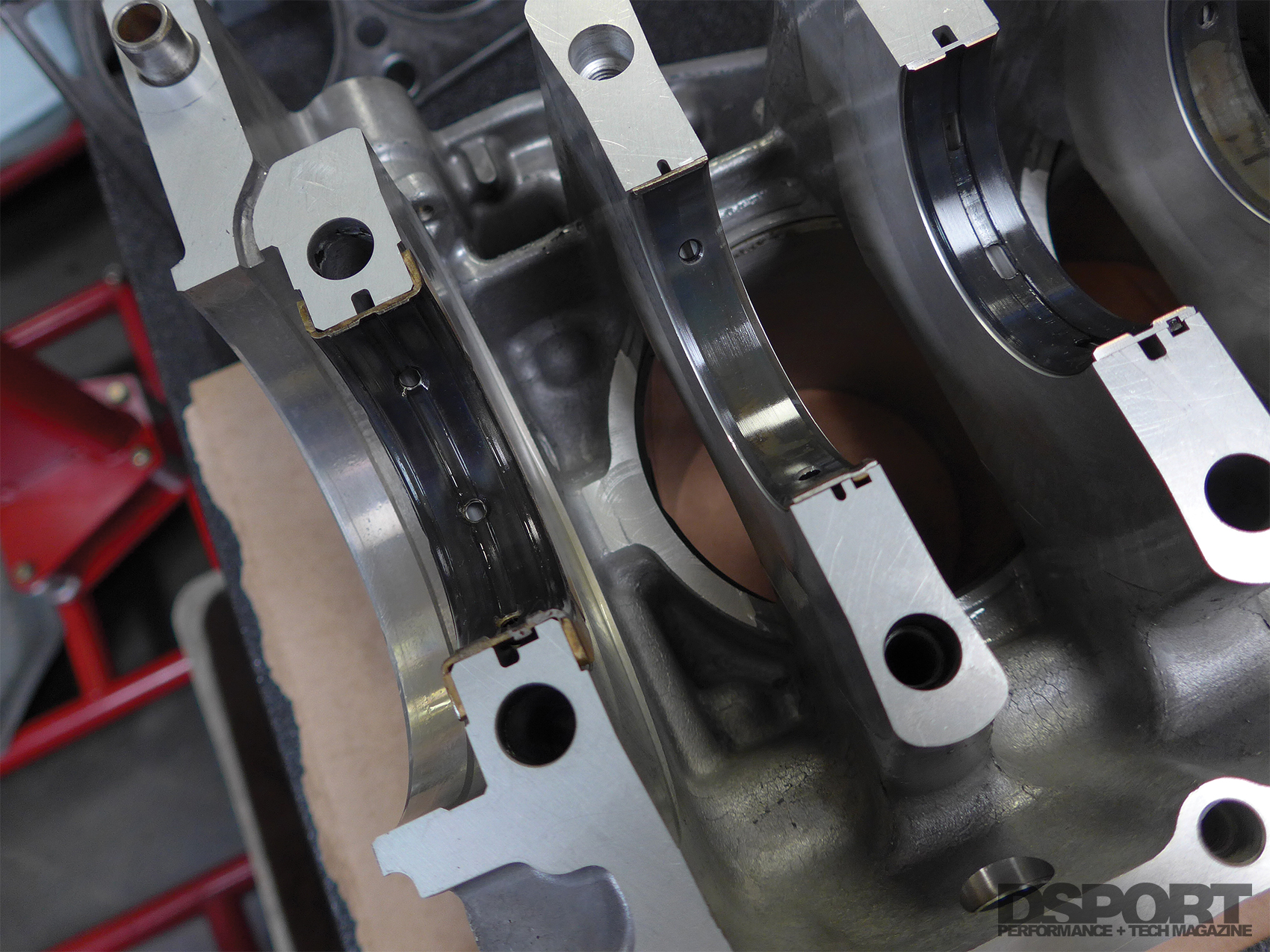
 Stroker crankshafts will often require machining of the block and sometimes even the rod caps for adequate clearance. We needed to do both with the K1 Technologies crankshaft and rods used with the JE Pistons on our stroker EJ257 build.
Stroker crankshafts will often require machining of the block and sometimes even the rod caps for adequate clearance. We needed to do both with the K1 Technologies crankshaft and rods used with the JE Pistons on our stroker EJ257 build.
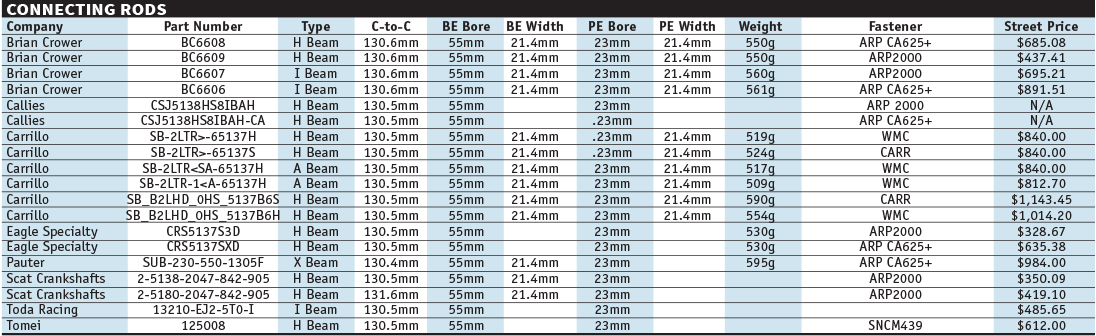
Connecting Rods Buyers Guide
CRANKSHAFTS
Everything covered with respect to materials and manufacturing of connecting rods transfers directly over to crankshafts. For the EJ257, the stroke options include 79mm (stock stroke), 81mm (+2mm stroker) and 83mm (+4mm stroker). The 81mm stroke increases the displacement by 2.5-percent while the 83mm stroke increases displacement by 5.1-percent. When stroker crankshafts are used, it is imperative to check clearance with aftermarket rods and the case. The longer the stroke and the stronger the rod, the more likely the rod and/or case will need to be “clearance” for a proper fit.
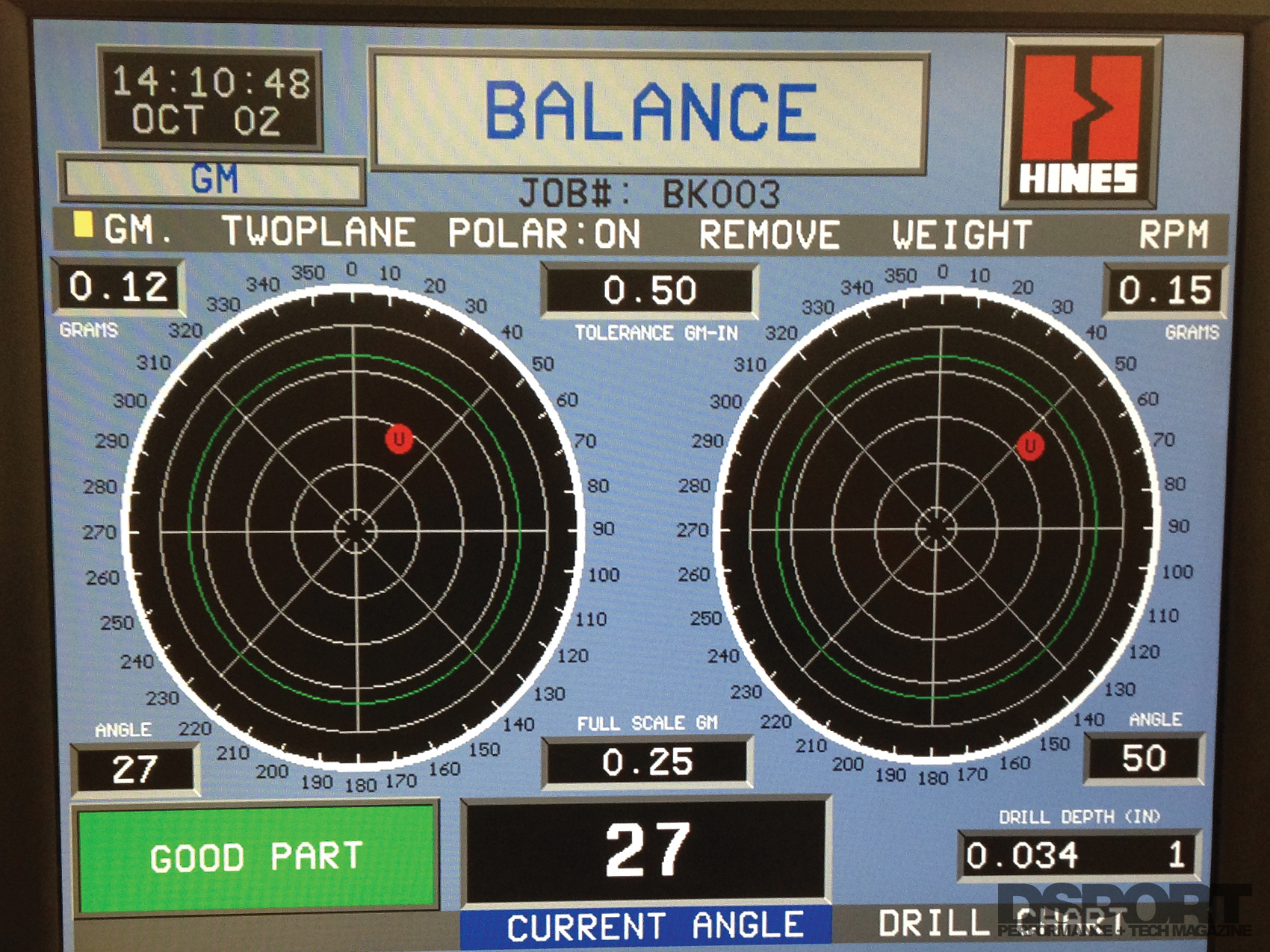 Proper balancing of the pistons, rods and crankshaft are a must. While the components may be static balanced within a few grams, it’s imperative to balance the crankshaft on an engine balancing machine.
Proper balancing of the pistons, rods and crankshaft are a must. While the components may be static balanced within a few grams, it’s imperative to balance the crankshaft on an engine balancing machine.

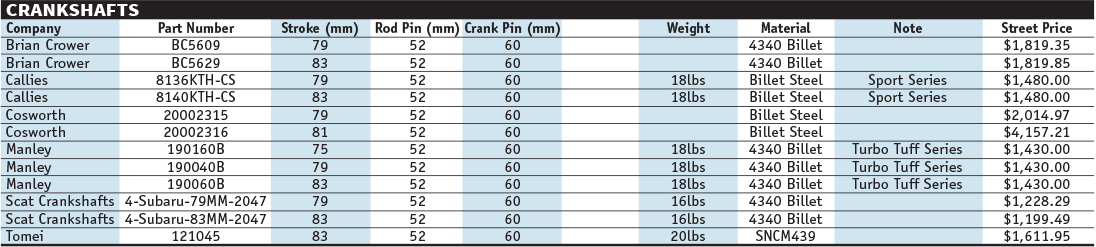
Crankshafts Buyers Guide
BEARINGS
As mentioned before, the main bearings and main bearing housings on the EJ257 get subjected to significant loads. Aftermarket high-performance bearings are a wise investment on this engine. In most cases, a mix of the standard and plus-0.001” inch bearings will need to be mixed and matched to get ideal clearances. Hence, be prepared to purchase two sets of rod and main bearings for one engine.
 The #2 and #4 bearings are thinner and take a lot of abuse on high performance applications. High performance bearings are a must on any EJ257 rebuild.
The #2 and #4 bearings are thinner and take a lot of abuse on high performance applications. High performance bearings are a must on any EJ257 rebuild.
Bearings Buyers Guide

CASE BOLTS
ARP offers upgraded case bolts that increase the fastener preload. Since the torque spec is about 50-percent higher than the factory torque spec for the case bolts, the main bearing housings will distort. Hence, it is imperative to precision line bore the block. Based on our experience, we cannot recommend line honing to get the proper clearance as the #1 and #5 housings will become considerably larger than #2, #3 and #4. To properly correct for the distortion, a precision line boring operation is a must. If you do not have access to a machine shop capable of a precision line boring operation, you may still use the ARP case bolt kit but you must follow the factory torque recommendations. This will not give you all of the potential advantage of this stronger fasteners.
Fasteners Buyers Guide
Harmonic Damper Buyers Guide

The Bottom Line
It’s been said that every factory-built EJ257 is a bomb with a lit fuse as soon as it rolls off the lot. Based on the number of EJ257s that have obliterated the factory pistons, it’s easy to understand this belief. However, when properly built, the EJ257 can be an excellent performer in a number of performance applications from street to circuit to strip. While the Club DSPORT staff has had an incredible amount of experience building hundreds of EJ257s that live long lives, we are looking forward to some of the future EJ257 projects that will explore life beyond the 500whp mark. If you are a fan of the EJ257, be sure to stay tuned.