
They look simple enough. They are just half circles of thin metal usually sporting a semi-dull finish. Nowadays, some even sport a coating. In reality, those simple-looking engine bearings are the result of complex sciences and manufacturing processes. Understanding the function, the history and the ways of optimizing the performance and reliability of these bearings is a must for any serious engine program developer.
By Michael Ferrara // Images Supplied By ACL Distribution, MAHLE Clevite and King Race Bearings
DSPORT Issue #150
What’s Your Function?
Thin-walled split radial plain bearings, or what we call “rod-” and “main-bearings”, serve three important functions in the engine. First and foremost, these bearings provide a replaceable wear surface. If an engine were designed to run without these bearings, the engine block, crankshaft and connecting rods would experience the wear. The block’s main journals, the main and rod pins on the crankshaft and the big end rod journal of the connecting rod would not only wear, but also be more likely to seize (seizing is always more likely when similar metals come in contact with each other). Overhauling an engine without main and rod bearings simply wouldn’t be possible. In addition to providing a replaceable wear surface, rod and main bearings also provide an optimized surface for the pressurized oil to handle the loads of the rotating assembly. Once an engine has oil flowing, it’s the film of oil between the pins and bearings that actually handle the load. The bearing’s surface must be strong enough to maintain proper geometry while resisting fatigue (cracking or flaking). Finally, the bearings must also be able to embed hard particles that would otherwise damage the rod or main pins of the crankshaft. This requires that the surface of the bearing is soft enough to allow the harder particles to lodge themselves in place.
History of the Engine Bearing
In 1839 Isaac Babbitt of Massachusetts developed a unique metal alloy that is highly resistant to galling (the sticking and pulling of two metal surfaces in contact with each other). His babbitt material became the “go-to” material for plain bearings used in a variety of applications. The material had great conformability (ability to work around the limits of the production machinery of the era) and great embedability (ability to ember harder particles in the bearing surface instead of damaging the pin). [pullquote]THE THINNER THE LAYER OF SOFT BABBITT MATERIAL, THE LONGER IT WOULD TAKE TO WEAR.[/pullquote] The super alloy did have a weakness. The “soft” material would wear. In fact, early rods and main caps would be fitted with shims that would be removed to tighten up the clearance. This was a time when engine’s lacked oil filters too. Over time, it was learned that the thinner the layer of soft babbitt material, the longer it would take to wear. The realization led to the development of bearings with an intermediate layer between the steel backing shell and a thin babbitt top layer.
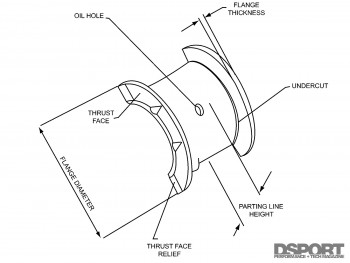
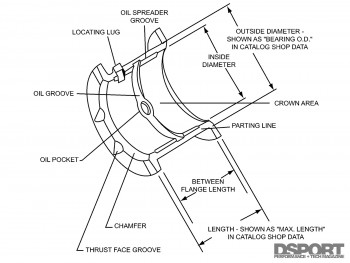
 All main and rod bearings feature a steel backing. A copper/lead intermediate layer is either cast or sintered onto the steel layer. Before the babbitt layer there is ofter a nickel boundary layer (not pictured). Most bearings stop there, but some even add a moly/graphite coating layer on top.
All main and rod bearings feature a steel backing. A copper/lead intermediate layer is either cast or sintered onto the steel layer. Before the babbitt layer there is ofter a nickel boundary layer (not pictured). Most bearings stop there, but some even add a moly/graphite coating layer on top.

Layers of Performance
 All modern performance engine bearings feature a multi-layer design. Each layer differs in composition and thickness to deliver the desired results. The steel backing layer establishes a crushed interference fit with the journal and helps to establish the shape of the bearing. On a bearing that has an overall thickness of 1.5mm, the steel backing is usually about 0.70- 0.75mm thick (45-50% of the total thickness). The intermediate layer is similar in thickness to the steel shell. In fact, this layer is usually cast (sometimes sintered in lower cost bearings) to the steel shell. When delivered to the bearing manufacturer, a continuous roll of this backing and intermediate material will be used to make the bearing. The roll will be cut into strips that are stamped into the forms to take the proper shape. After about seven or eight machining operations, a bearing with the proper dimensions will be ready for the electroplating operations that will apply the barrier and overlay (babbitt) layers. The nickel-alloy barrier layer prevents the diffusion of lead from the overlay to the intermediate layer, providing for an overlay (babbitt) of predictable composition. Nearly all bearings include this barrier layer with the exception of Vandervell/Clevite V-series rod bearings. These bearings use a unique lead-indium overlay (most overlays are lead, tin and copper) that isn’t negatively impacted by the lead diffusion between the intermediate layer and overlay.
All modern performance engine bearings feature a multi-layer design. Each layer differs in composition and thickness to deliver the desired results. The steel backing layer establishes a crushed interference fit with the journal and helps to establish the shape of the bearing. On a bearing that has an overall thickness of 1.5mm, the steel backing is usually about 0.70- 0.75mm thick (45-50% of the total thickness). The intermediate layer is similar in thickness to the steel shell. In fact, this layer is usually cast (sometimes sintered in lower cost bearings) to the steel shell. When delivered to the bearing manufacturer, a continuous roll of this backing and intermediate material will be used to make the bearing. The roll will be cut into strips that are stamped into the forms to take the proper shape. After about seven or eight machining operations, a bearing with the proper dimensions will be ready for the electroplating operations that will apply the barrier and overlay (babbitt) layers. The nickel-alloy barrier layer prevents the diffusion of lead from the overlay to the intermediate layer, providing for an overlay (babbitt) of predictable composition. Nearly all bearings include this barrier layer with the exception of Vandervell/Clevite V-series rod bearings. These bearings use a unique lead-indium overlay (most overlays are lead, tin and copper) that isn’t negatively impacted by the lead diffusion between the intermediate layer and overlay.
